 400-1809-299
400-1809-299表面粗糙度会影响304不锈钢水管的耐磨性、疲劳寿命、接触刚度、冲击强度等,研磨作为一种精密加工方法,对精密管的表面粗糙度有直接的影响。接下来看看不锈钢水管内壁磁力研磨工艺。
近年来,随着人们对304不锈钢水管的精度与性能提出了越来越高的要求。特别是近年来各种电子零部件及光学零部件日益轻薄、短小、精密化要求越来越高,随之而来的是更高的表面粗糙度及加工精度的要求。首先来看下不锈钢水管内壁磁力研磨工艺的定义和原理。
一、定义与原理
磁力研磨法就是磁性磨料在磁场作用下,对工件表面进行精饰加工和棱边修磨的一种方法,其加工原理可这样解释:在加工区域内的各个磨粒中的磁性物质被磁化后,由于磁性结合使磨粒排成刷子状。
二、各种工艺参数对加工的影响
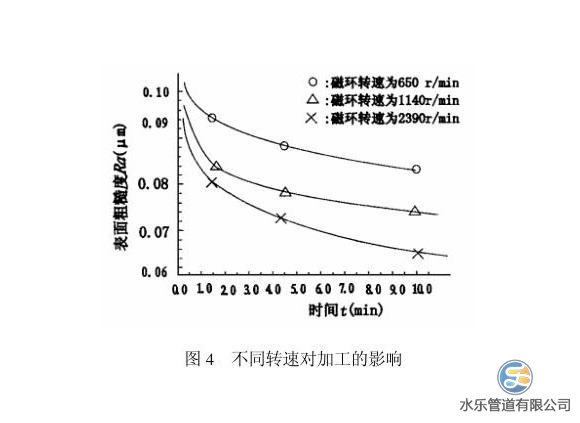
1.转速对加工的影响
实验条件:研磨不锈钢为奥氏体不锈钢薄壁管,内径为φ30.9mm,外径为φ31.76mm。 比较图4的三组曲线可发现,工件加工表面粗糙度随着磁环转速的提高而降低。
2.磁感应强度对加工的影响
实验条件:研磨不锈钢管同上,磁环转速为1140r/min,磁性磨料为40#~60#铝镍钴磁钢粉,可得关系曲线,见图5。 比较图5的两组曲线可看出,在其他实验条件相同的情况下,磁感应强度B=0.3T时加工的不锈钢水管表面粗糙度低于B=0.05T时的加工表面粗糙度。

3.磁性磨料粒度对加工的影响
实验条件:研磨中,磁环转速为每分钟1140转,磁感应强度B=0.3T。可得关系曲线,见图6。 从图6的三组曲线可以看得出,在加工时间不超过十分钟时,随着磨粒粒度号增大,研磨后不锈钢管表面粗糙度下降较慢;在同样的加工时间内,粒度号小的磨粒研磨后的水管表面粗糙度低于粒度号大的磨料。但是随着研磨时间的进一步延长,出现了相反的加工效果,粒度号大的磨料加工的工件表面粗糙度值低于粒度号小的磨粒。

4.研磨时间对加工的影响
实验条件:磁环转速为每分钟1140转,磁感应强度为0.3T,磨料为40#~60#铝镍钴磁钢粉。实验结果见图7。
由图7曲线可知,在研磨初期7min内,表面粗糙度下降很快,7min后表面粗糙度降低开始转缓。

5.划分加工阶段对加工的影响
要求不锈钢管的内壁达到高精度的要求,我们一般把研磨加工分为这三步:粗研抛、半精研抛、精研抛。粗研抛主要是为了提高研磨效率,半精研抛主要是进一步弥补粗研抛后304不锈钢水管的表面缺陷,并为精研抛作准备。
精研抛以最大限度地降低管材表面粗糙度为主要目的,保证其内表面达到所规定的质量要求。精研抛加工后的表面粗糙度测量仪测出不锈钢管内表面粗糙度由原来的Ra0.63μm下降到Ra0.061μm,基本上满足了加工要求。
以上就是304不锈钢水管内壁磁力研磨工艺,通过试验找出了不锈钢水管转速、磁感应强度、磁性磨料粒度、研磨时间以及工艺阶段的划分等因素对加工的影响规律。试验结果表明,磁性磨料磁力研磨技术是实现超长薄壁不锈钢管内表面抛光的高效、高表面质量的有效精加工方法。

